Engineering Plastic Compounding implique principalement l'extrudeuse à double vis qui peut être appliquée dans de nombreuses situations.
L'extrudeuse Ecoextruders avec boîte de vitesses à couple élevé est spécialement conçue pour cette application.
Traitement du plastique technique
Plusieurs méthodes de traitement différentes
1) Composé renforcé de fibres courtes
2) Thermoplastique à fibres longues (LFT)
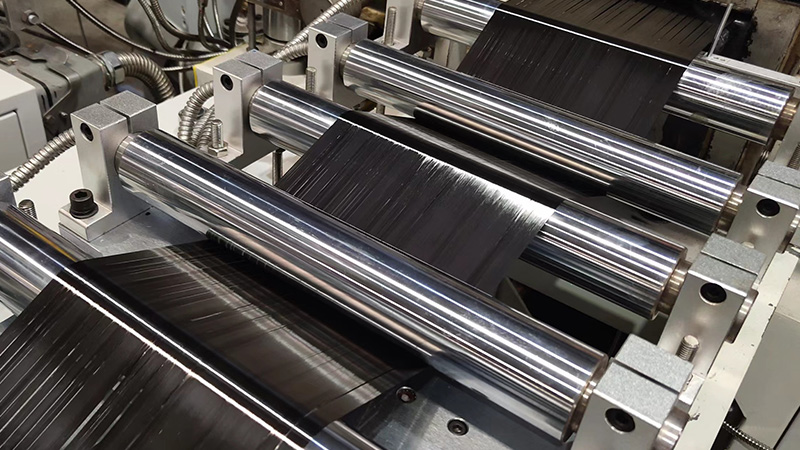
① Ligne d'extrusion de bandes thermoplastiques unidirectionnelles (bandes UD)
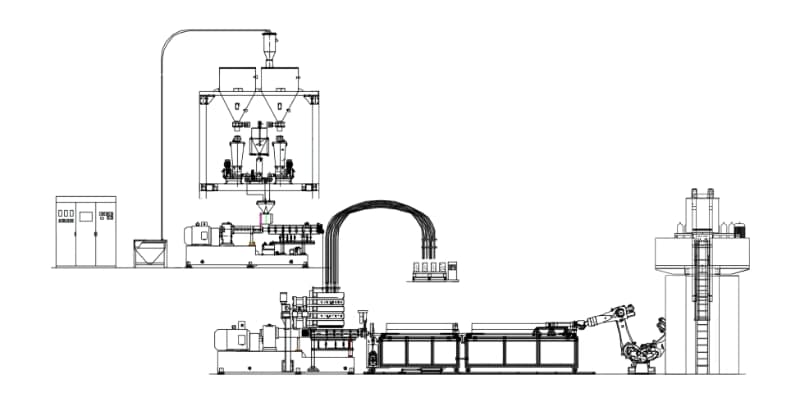
② LFT-G (mélange thermoplastique à fibres longues pour le moulage indirect)
| Plastique d'ingénierie générale | Plastique d'ingénierie avancé | Additifs |
| PA6, PA66, PA46, PPA | PBI | Fibres de verre |
| abdos | PAI | Fibre de carbone |
| POM-C, POM-H | COUP D'OEIL | Ignifuge |
| ANIMAL DE COMPAGNIE | SPP | stabilisateur d'UV |
| PC | Î.-P.-É. | Anti-oxydant |
| PBT | bloc d'alimentation | Antistatique |
| PE-(U)HMW | PVDF | Pigment de couleur |
Applications
Le plastique technique est sensible à la surchauffe et à la dégradation hydrolytique.
Notre extrudeuse avec un couple spécifique de 13 Nm/cm3 et une vitesse de 800 tr/min peut obtenir un rendement plus élevé avec moins de temps de séjour, une meilleure dispersion, un contrôle de température plus précis.

| Taper | Diamètre de vis (mm) | Max. couple par arbre (Nm) | Sortie (kg/h) |
| GS52 | 51.4 | 600 | 300-550 |
| GS65 | 62.4 | 600 | 500-850 |
| GS75 | 71.4 | 600 | 750-1250 |
b) Système de chauffage

Au lieu d'un réchauffeur de coulée traditionnel (à l'extérieur du canon), nous utilisons des cartouches chauffantes (fabriquées en Allemagne) à l'intérieur du canon, ce qui économisera de l'énergie. Le polymère fondra principalement en chauffant, et non en pétrissant les éléments, de sorte que les durées de conservation de la vis et du baril sont plus longues et que la qualité du mélange est meilleure.
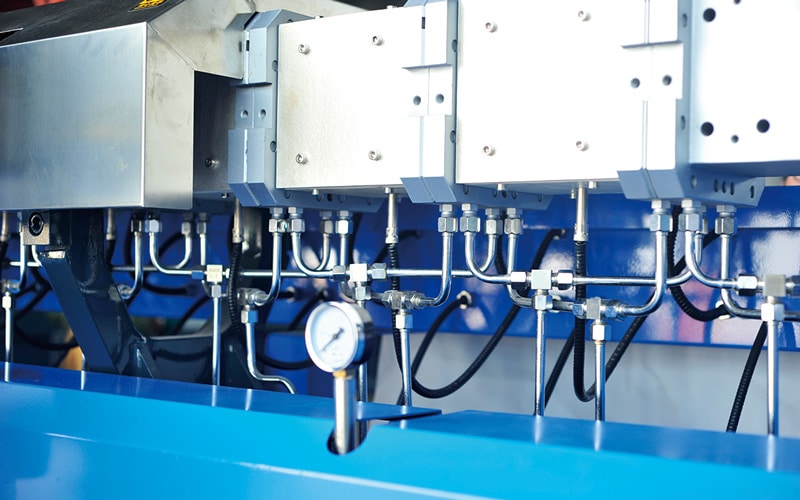
Avec deux entrées et sorties sur chaque baril, un refroidissement plus uniforme et plus rapide.
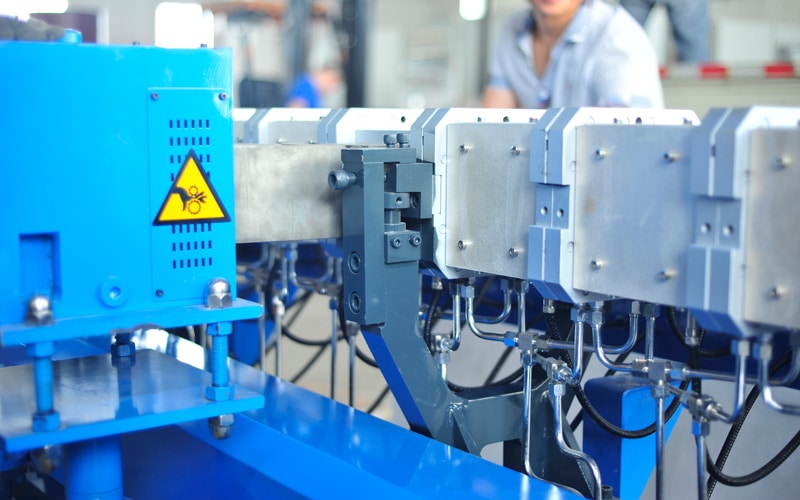
Le point d'appui du canon traditionnel est en dessous. Lorsqu'il est chauffé, sa dilatation thermique est vers le haut avec une valeur de 0,2 ~ 0,5 mm (différence jusqu'à la taille de l'extrudeuse) et des espaces irréguliers dans le haut et le bas entre la vis et le canon.
Le point d'appui du baril de l'extrudeuse est au milieu. Lorsqu'il est chauffé, la dilatation thermique tend vers le haut et vers le bas de manière uniforme, garantissant que la hauteur centrale est à l'horizon et formant des espaces réguliers et réguliers dans le haut et le bas entre la vis et le barillet.

Les brins entrent automatiquement dans le granulateur par le débit d'eau, même les brins se cassent lors du changement de filtre. Il n'y aura donc presque pas de déchets pendant le processus de fabrication.
Si le nombre de brins est supérieur à 25 pièces (la sortie d'environ 800 kg/h), il sera plus difficile pour l'opérateur de manipuler manuellement le brin chaud vers le granulateur.
Ajoutez la forme itinérante ou la fibre de verre hachée directement dans l'extrudeuse à double vis et mélangez avec du polymère, et vous obtiendrez des granulés de 4 mm de longueur avec une longueur de fibre de verre de 0,2 ~ 0,3 mm.
a) Fibre de verre itinérante
Localisez 20 morceaux de fibre de mèche sur le cadre de support avec le transducteur de pondération - Mettler Toledo.
Mettez la fibre dans le port de ventilation sur le cinquième baril. Ils seront pris dans le canon par une double vis.
Avec contrôleur de poids pour indiquer le taux d'alimentation (kg/h). Vous pouvez régler la capacité d'alimentation en augmentant/diminuant la vitesse de la vis ou le nombre de fibres.
b) Fibre de verre hachée (d'une longueur de 4 à 6 mm)
Alimentez le cinquième baril par un alimentateur latéral à deux étages :
L'étage supérieur est un alimentateur à perte de poids avec contrôle de sortie.
L'alimentateur de l'étage inférieur fonctionne à vitesse fixe pour l'alimentation forcée.
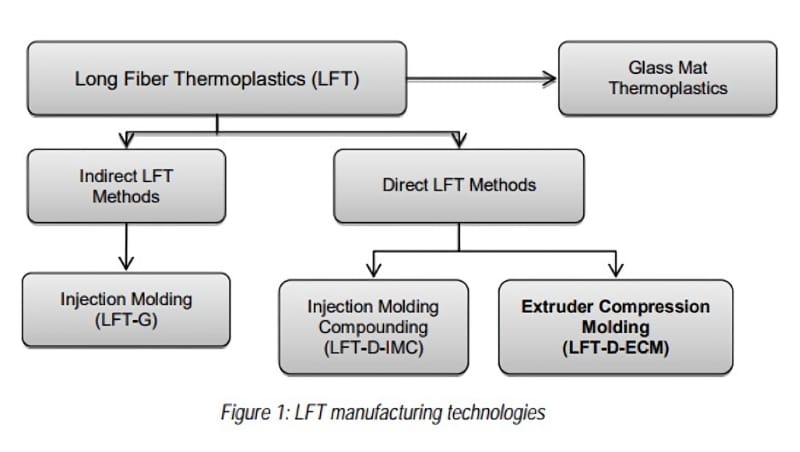
Les pièces LFT sont généralement fabriquées à l'aide de l'une des trois méthodes de traitement différentes, comme illustré à la figure 1 suivante.
Ajoutez la fibre de verre/carbone de forme itinérante dans la matrice en T, puis enduisez par le polypropylène PE/PP/PET de fusion de l'extrudeuse. Vous obtiendrez la feuille avec une largeur de 610 ~ 1220 mm et une épaisseur de 0,25 ~ 0,4 mm. Il est utilisé pour les panneaux muraux des bâtiments, des camions/remorques.
Matériau : PP/PE/PET/PA, masterbatch, itinérant carbone/fibre de verre 50~60%
Extrudeuse : Extrudeuse à double vis SAT40 ou SAT52
La largeur efficace : 610mm ou 1220mm
Épaisseur et plage de tolérance : 0,25 ~ 0,35 mm, +/- 0,02 mm
Vitesse de ligne : 6-12 m/min
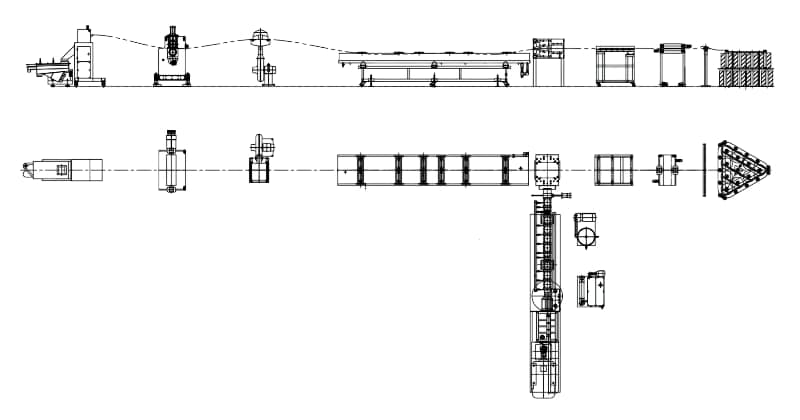
Description de l'organigramme :
Dispositif d'orientation de fibre de verre → unité de traction → mélangeur gravimétrique par lots → chargeur à perte de poids → extrudeuse à double vis → filtre à fusion → matrice de trempage → système d'étalonnage de la pression → pile de refroidissement et coupe des bords → enrouleur
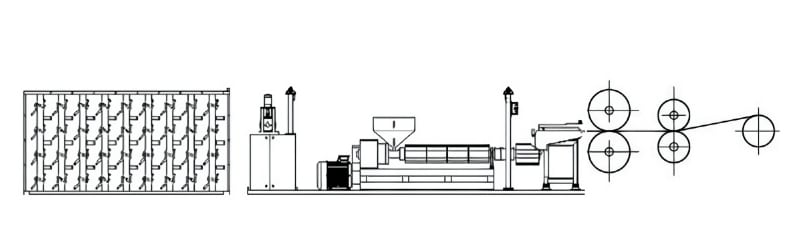

Ajoutez la fibre de verre de forme itinérante dans le moule d'imprégnation, puis enduisez par le polypropylène fondu (PP) de l'extrudeuse à double vis. Vous obtiendrez les pastilles de 6 à 16 mm avec le même verre de longueurfibre à l'intérieur. Les granulés seront utilisés pour tout produit par machine de moulage par injection.
Le module de LFT-G est le double de celui du thermoplastique renforcé de fibres courtes, tandis que la tension d'impact est quatre fois supérieure, gardant sa fonction sans aucun changement sous une température de moins -30°C.
Implique de combiner les matières premières (fibre et matrice) juste avant l'entrée dans le mouleur et évite la production d'un intermédiaire. Cela donne au fabricant la possibilité d'améliorer les propriétés de la résine selon les besoins de l'application en ajoutant des charges, des retardateurs de flamme et des additifs, tout en réduisant considérablement les coûts des matériaux et en n'établissant qu'un seul historique thermique de la matrice. Ce processus direct peut être séparé en deux processus :
LFT-D-IMC (Procédé de moulage par injection thermoplastique à fibres longues)
Fond le polymère et le mélange avec la fibre, est attaché à une machine de moulage par injection.
LFT-D-ECM (moulage par compression d'extrudeuse thermoplastique à fibres longues)
Utilise un système à deux extrudeuses pour la fusion du polymère et le dosage des fibres couplé à une presse hydraulique pour le moulage par compression.
Le LFT-D-ECM présente deux avantages principaux par rapport aux deux autres technologies.
Premièrement, les étapes de mélange et de mélange des fibres sont séparées et, par conséquent, les deux extrudeuses peuvent être optimisées individuellement pour leurs fonctions spécifiques.
Deuxièmement, le matériau n'est pas soumis aux mêmes niveaux élevés de contrainte que dans le moulage par injection, ce qui aide à maintenir la longueur des fibres. Ceci est essentiel car les propriétés mécaniques des thermoplastiques renforcés de fibres dépendent fortement de la longueur des fibres. Par conséquent, le processus LFT-D-ECM offre un degré de liberté maximal en termes d'optimisation du choix des matériaux, de la modification des polymères et des paramètres de processus, ce qui est important pour les applications automobiles.
Composé LFT-G pour application de moulage indirect (extrudeuse à double vis GS40)
Composé LFT-G pour application de moulage indirect (extrudeuse à double vis GS52)
Composé LFT-G pour application de moulage indirect (extrudeuse à double vis GS75)
Chaîne de production continue de ruban composite thermoplastique renforcé de fibres







WeChat : cassiebirthdayparty@gmail.com
Whatsapp : cassiebirthdayparty@gmail.com
E-mail : cassiebirthdayparty@gmail.com
 IPv6 RÉSEAU PRIS EN CHARGE
IPv6 RÉSEAU PRIS EN CHARGE