Les élastomères thermoplastiques (TPE), parfois appelés caoutchoucs thermoplastiques (TPR), sont une classe de copolymères ou un mélange physique de polymères (généralement un plastique et un caoutchouc) constitués de matériaux aux propriétés thermoplastiques et élastomères.
Alors que la plupart des élastomères sont des thermodurcissables, les thermoplastiques sont en revanche relativement faciles à utiliser dans la fabrication, par exemple par moulage par injection. Les élastomères thermoplastiques présentent des avantages typiques à la fois des matériaux caoutchouteux et des matériaux plastiques.
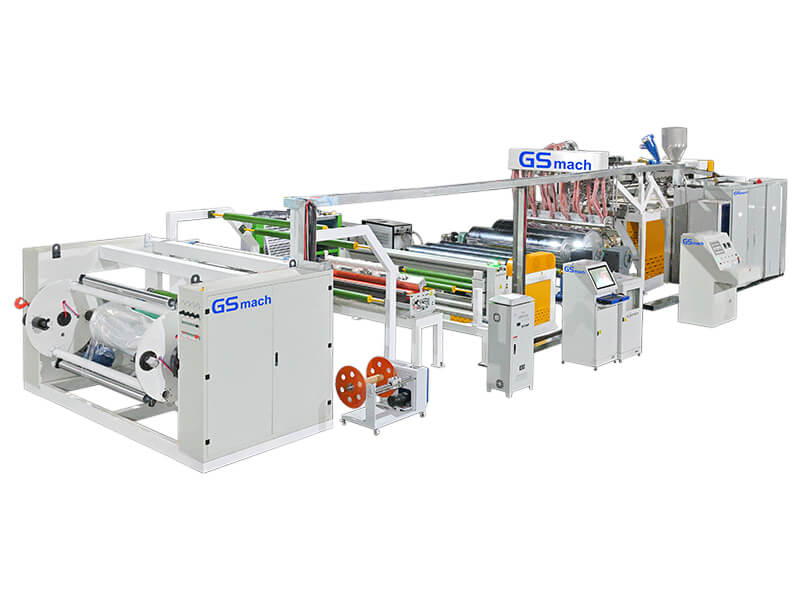
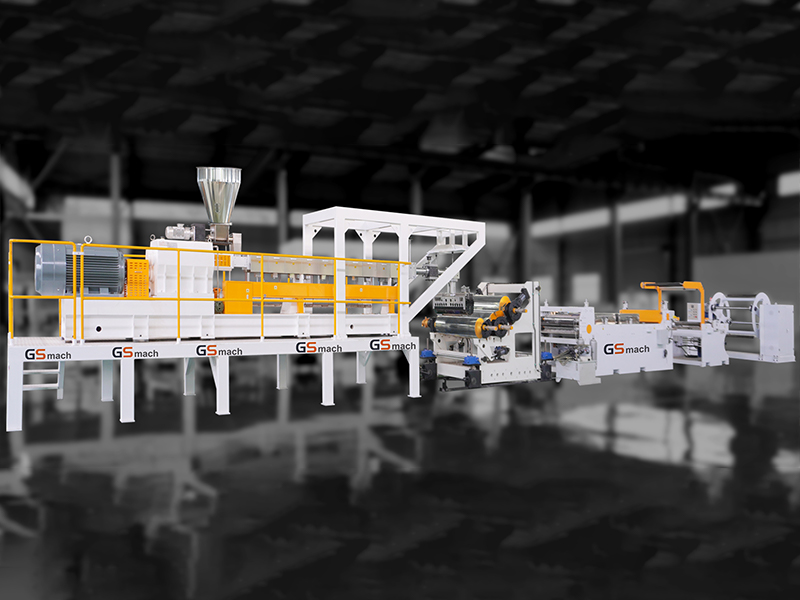
Nous nous engageons à fournir une extrudeuse avancée pour tous les types de mélange TPE (TPE / TPV / TPU / TPA). Nous aimerions partager l'expérience pour l'application spéciale suivante :
Six Classes génériques de TPE commerciaux
Expérience pour les applications spéciales
1. Vulcanisats thermoplastiques, TPV
Si EDPM est sous forme de pastille
Si EDPM est sous forme de bloc
2. Composé TPR pour chaussures
Le TPV est un vulcanisat complet dynamique thermoplastique, qui est fabriqué en vulcanisant dynamiquement le caoutchouc dans une phase plastique fondue. Dans ce processus, le caoutchouc est cisaillé en particules de vulcanisat de la taille d'un micron, formant un système biphasé caoutchouc-plastique avec une structure d'île de mer. Le système à deux phases permet au matériau TPV d'obtenir des caractéristiques à la fois du caoutchouc et des plastiques, telles que la capacité de traitement thermoplastique, la recyclabilité complète et la haute résilience. Le produit peut remplacer le caoutchouc, économiser de l'énergie et est respectueux de l'environnement.
Le compoundage TPV nécessite un processus en deux étapes et des machines différentes, selon la matière première.
1) La première étape : appliquer une double vis extrudée pour prémélanger, mélanger et absorber l'huile
Nécessite des éléments à vis spéciaux pour prémélanger le liquide et le polymère.
La granulation de l'anneau d'eau est suffisante pour ce processus.
Une grande extrudeuse peut fournir le matériau pour plusieurs petites extrudeuses lors de la deuxième étape.
Formule de base :
PP (20~30%), EDPM sous forme de granulés (40~50%), CaCO3 (10~20%), huile (0-15%), additifs (2~10%).
| Taper | Diamètre de vis (mm) | Max. couple par arbre (Nm) | Sortie(kg/h) |
| GS75 | 71.4 | 500 | 500-600 |
| GS95 | 93 | 500 | 800-900 |
2) La deuxième étape : utiliser l'extrudeuse à double vis pour faire réagir le compoundage
Nécessite une longue L/D et une boîte de vitesses à couple élevé pour un temps de réaction et une dispersion suffisants
Une petite extrudeuse avec moins de dégagement est un point clé pour ce processus.
Nécessite des éléments à vis spéciaux pour prémélanger le liquide et le polymère.
Le prémélange et l'alimentation volumétrique suffisent pour ce processus par étapes.
Selon la dureté des granulés finaux, nous pouvons choisir la granulation à anneau d'eau ou la granulation sous l'eau.
Formule de base :
Granulés pour la première étape du processus, agent de vulcanisation, huile supplémentaire, autres additifs.
| Taper | Diamètre de vis (mm) | Max. couple par arbre (Nm) | Sortie(kg/h) |
| GS52 | 51.4 | 600 | 200-300 |
| GS65 | 62.4 | 600 | 300-400 |
| GS75 | 71.4 | 600 | 500-600 |
Si EDPM est sous forme de bloc
1) La première étape : pétrin pour prémélanger avec CaCO3 et absorber toute l'huile
Ensuite, appliquez une alimentation forcée dans une seule extrudeuse à vis pour la granulation ou le broyage en petits morceaux.
Formule de base :
EDPM sous forme de bloc, CaCO3 (10~20%), Huile (0-30%), Additifs(2~10%).
| Taper | Diamètre de vis (mm) | Pétrisseur | Sortie(kg/h) |
| GS-100 | 100 | 35 | 200-300 |
| GS-120 | 120 | 55-75 | 400-600 |
| GS-150 | 150 | 110 | 800-1000 |
| GS-180 | 180 | 150 | 1000-1500 |

2) La deuxième étape : utiliser une extrudeuse à double vis pour faire réagir le mélange
Nécessite un L/D long et une boîte de vitesses à couple élevé pour un temps de réaction et une dispersion suffisants.
Nécessite des éléments à vis spéciaux pour prémélanger le liquide et le polymère.
L'alimentation par perte de poids est préférable pour ce processus par étapes.
Selon la dureté des granulés finaux, nous pouvons choisir la granulation à anneau d'eau ou la granulation sous l'eau.
Formule de base :
PP, granulés pour la première étape du processus, agent de vulcanisation, autres additifs.
| Taper | Pétrisseur | Diamètre de vis (mm) | Sortie(kg/h) |
| GS50-100 | 55 | 50.5/100mm | 200-300 |
| GS65-150 | 75 | 62,4/150 mm | 400-500 |
| GS75-180 | 110 | 71/180mm | 600-800 |
| GS95-200 | 150 | 93/200mm | 1000-1500 |

Par rapport au processus traditionnel (malaxeur + extrudeuse simple), l'extrudeuse à double vis peut générer plus de rendement et une meilleure dispersion.
La couleur peut être facilement manipulée et modifiée.
Pastillage à anneau d'eau.
Formule de base :
HIPS/CPPS + SBS + Huile de paraffine + CaCO3 + Silice + EVA + Stabilisant + Additifs
| Taper | Diamètre de vis (mm) | Max. Vitesse (tr/min) | Sortie(kg/h) |
| GS65 | 62.4 | 500 | 400-500 |
| GS75 | 71.4 | 500 | 700-800 |








WeChat : cassiebirthdayparty@gmail.com
Whatsapp : cassiebirthdayparty@gmail.com
E-mail : cassiebirthdayparty@gmail.com
 IPv6 RÉSEAU PRIS EN CHARGE
IPv6 RÉSEAU PRIS EN CHARGE